定量装车机硬件系统的设计
定量装车机根据具体的控制程序,自动将大份的物料分成预定的小份物料。该设备因其具有自动称量、生产效率高、解放劳动力等优点,在粮食加工、食品包装、水泥包装、剂品包装等领域被广泛应用。
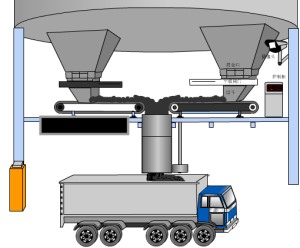
根据定量称量包装工艺流程,厂家采用了“HMl+DSP”的控制模式,控制系统硬件整体结构见下图。定量装车机控制系统硬件主要由人机触摸屏、DSP信号处理模块、模拟量输入模块、模拟量输出模块以及数字量输入输出模块等组成。

触摸屏是开发或操作人员与控制系统联系的主要平台。通过触摸屏可以设定或修改一些参数,如称量质量、下料速度、放料速度等。另外,称量包装过程中的实时参数也可以由人机界面显示出来,便于相关人员进行包装过程监控、参数整定等。该控制系统选用 Eview MT4300C系列触摸屏,支持多串口同时通讯、64K色显示方式以及C语言宏代码,RISC处理速度可以达到200MHz,具有灵活、易用等特点。
考虑到该定量装车机的控制需求,设计了一种基于DSP的主控制器。DSP芯片选用 Motorola DSP56F807,其内核为32位可编程数字信号处理器;外围功能模块主要包括:异步串行通信模块SCI,用于触摸屏通信;通用1O模块GPIO,用于接收按钮及检测传感器触发信号; Counter模块,用于伺服电机控制;模数转换器ADC,采集称量传感器信号;CAN总线模块,用于控制电磁阀、信号灯等;相位检测器,用于检测编码器信号;JTAG接口等。该控制器利用PC机编写应用程序,通过JTAG接口下载与调试。

上一条: 失重秤在锌粉定量计量中的应用
下一条: 定量装车系统的构成及原理