配煤机自动布料系统的原理与方案设计
一、自动布料控制系统原理:
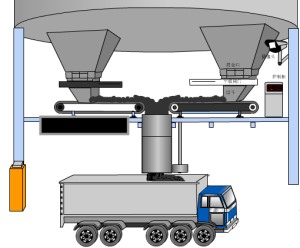
配煤机煤仓主要通过仓顶的移动可逆皮带往返行走来完成布料作业。可逆皮带轨道全长30米,共2排10个煤仓(一排5个),2条可逆皮带。新控制系统采用格雷母线定位技术实时对可逆皮带的位置进行检测,并将检测地址信号实时送给系统PLC。然后主控制室结合配煤仓料位信号,通过PLC准确地远程控制可逆皮带运行到所定位置进行配卸作业。整体控制均能在中控室上位机通过软件来实现。
二、自动布料系统方案设计:
通过格雷母线位置的检测装置,可以时刻检测到可逆皮带的位置,形成连续的优良位置坐标,实现可逆皮带行走平稳,停止位置准确牢靠,将来料按工艺要求卸在所定的料仓里,符合配煤需求,防止两端限位的碰撞和掉道事故,同时配煤机结合软件和PLC技术实现自动布料控制。
1、系统架构:
格雷母线位置的检测系统主由车载站、地面站和格雷母线三大部分构成。格雷母线的检测系统其标准输出是为RS232,把位置检测系统中输出的RS232信号先经通信转换控制器完成RS232到MODBUS-TCP/IP的接口转换,然后送给主站PLC。
2、系统描述:
根据配煤机现场工艺以及应用要求,运用格雷母线技术里面越为优良的地址检测技术,可直接在低压配电室得到可逆皮带位置的信号,经协议转换后送给地面PLC。将检测到的地址信号结合了料位计收集到的各仓料位之信号输送给了系统PLC来符合远程联锁控制要求,同时可在中控室对整个运行过程模拟显示,包括可逆皮带机的当前位置、当前卸料仓位、走行方向、仓内料位高度等的动态画面显示功能。实时监控各设备的运行情况并形成交接班记录备查用。

上一条: 探秘定量装车系统的操作与运行
下一条: 影响定量装车机配灰装车的因素与解决措施