失重喂料机控制系统的软件设计
据资料得知,失重喂料机的整体控制程序采用FranklinC高语言编写,由以下子程序组成;系统初始化、重量信号采集、延时子程序、键盘配比输入、配比时间计算、自动/手动转换、故障报警、继电器及触发器控制输出、配料比误差及其补偿、报警处理、看门狗复位等。
整体程序在模拟器Explorer/G6E上编译调试通过。下面主要介绍其中的键盘配比输入、配比时间计算、继电器及触发器控制输出、报警处理等子程序。
(1)键盘配比输入:
完成各路物料配比的设置,这里,采用百分比的方式。
如有3种物料须进行混合配料,配料比分别为A=40,B=30.C=30,则输入配比时,应依次输入40、30、30即可。要求输入的各路物料的总和为100,否则单片机自动修正末后输入物料的配料百分比。
(2)配比时间计算:
根据失重喂料机所设置各路物料的配比,计算出相应的下料时间,以符合在整个下料配料的过程中各路物料能够均匀地进行混合。
(3)继电器及触发器控制输出:
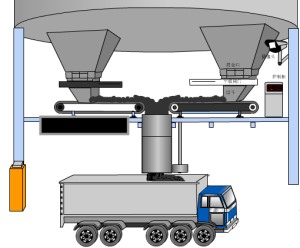
运行上料工序时,直接经过继电器来控制电动机的启动,等物料重量达到了配料比之时,断开继电器,使电机停止振动,结束物料的上料过程。
下料过程,是通过控制各路可控硅触发角的大小,来调节下料振动电机的振动幅值,做到不同物料的下料周期相接近,使不同物料配料过程连续均匀。根据各个物料配比,计算其相应可控硅触发角的大小,控制了可控硅的导通。
(4)自动/手动方式转换:
判别处于手动过程时,系统将自动停止每个配料程序的运行,转入人工手动调节各路物料的配料比。
(5)报警处理:
失重喂料机的称重过程中,在一段时间内,若某—路物料上料或下料的工序无法完成,说明上料或下料的通道有障碍,相应的报警指示灯亮,并发出声音信号,提醒操作人员及时进行处理。

上一条: 探究石油化工定量装车系统中下位机的功能
下一条: 定量装车系统各项功能的简介